 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Дома
>
Производи > Машини за сечење
> Машини за сечење плочи
>
Машини за сечење со плазма и кислородно гориво
Производи










Машини за сечење со плазма и кислородно гориво
JINFENG® е професионален кинески производител и снабдувач на машини за сечење со CNC плазма и кислородно гориво со прифатлива цена. Машините за сечење CNC Plamsa и Oxyfuel се машина за термичко сечење со високи перформанси за обработка на метални листови со различна функционална опрема и алати.
Испрати барање
Преземи PDF
Опис на производот
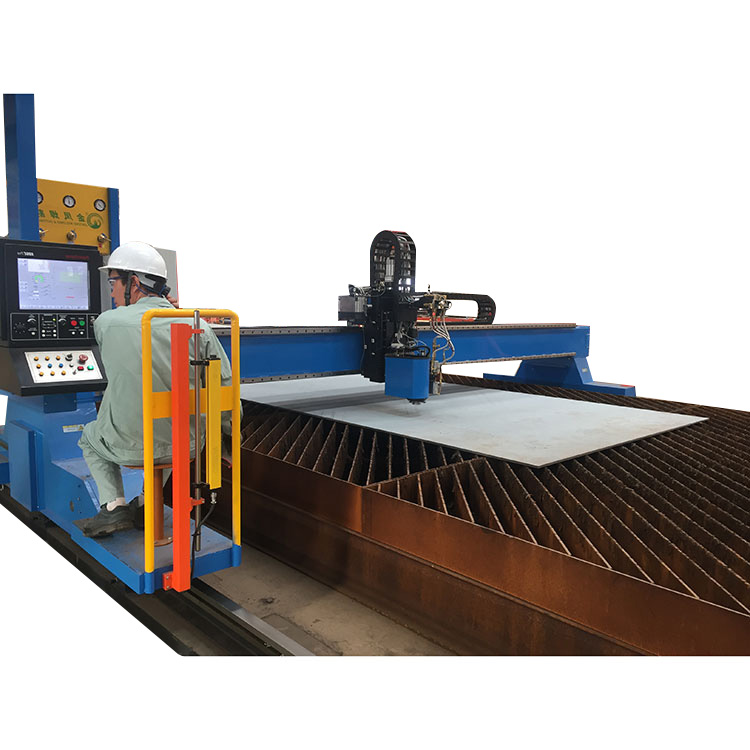
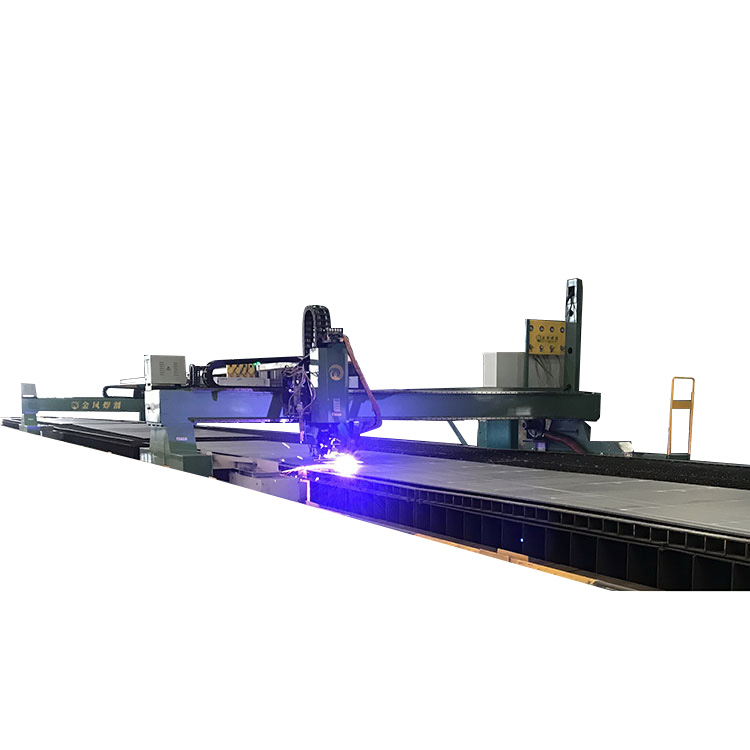
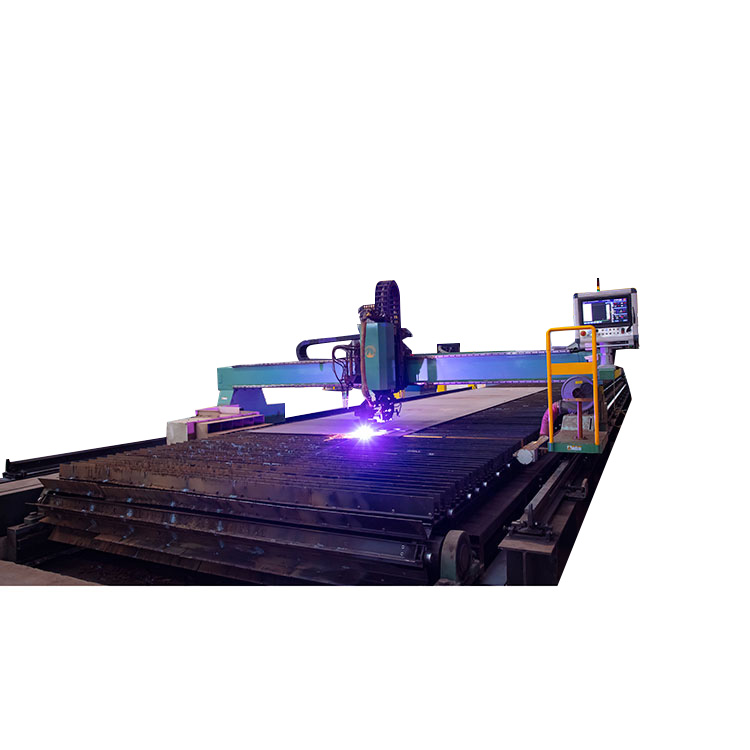
JINFENG® е професионален кинески производител и снабдувач на CNCМашини за сечење со плазма и кислородно горивосо пристапна цена. ЦПУМашини за сечење со плазма и кислородно горивосе машини за термичко сечење со високи перформанси за обработка на метални лимови со различна функционална опрема и алати.
TG/TPG
ЦПУМашини за сечење со плазма и кислородно гориво
За сите CNCМашини за сечење со плазма и кислородно горивошто е произведен од JINFENG WELDCUT ќе биде доставен до крајниот корисник со 2 години гаранција.
ЦПУМашини за сечење со плазма и кислородно горивосе двоен погон со серво мотори. Шините за работа на порталот се направени од железничка шина со висока цврстина, кои се прецизни обработка и мелење со машина за брусење шини за да се обезбеди точност на шините помала од 0,02 mm, со што се обезбедува висококвалитетно сечење на деловите.
ЦПУМашини за сечење со плазма и кислородно горивосе многу популарни во различни индустрии за обработка на метални лимови.
Спецификации
|
Модел |
ТГ |
ТПГ |
|
Распон на шината |
6м ~ 14м |
3м ~ 14м |
|
Работна ширина |
Распон на шината - 1м |
Распон на шината â 1,5 m |
|
Должина на шината |
> 6м |
> 6м |
|
Плазма ротација Сечење на коси |
бр |
Да |
|
Ротација со кислородно сечење на коси |
Да |
Да |
|
Маркер за инкџет |
Да |
Да |
|
Плазма вертикално сечење |
Да |
Да |
Функција и апликација
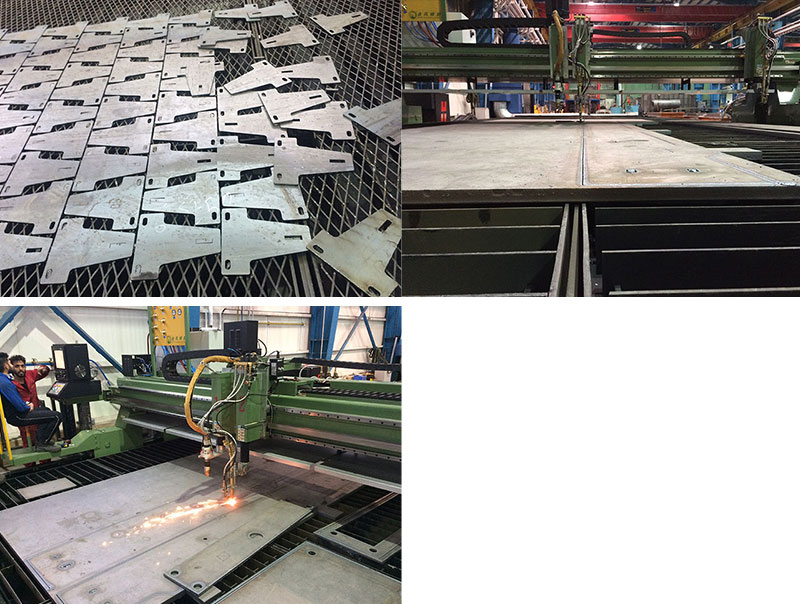
1. Поддржете суво плазма сечење, плазма означување, сечење со кислород, CAD-CAM софтвер, инкџет означување, многу различни функционални алатки и опрема.
2. Брзина на истовар на патување до 18m/min за двоен погон. (Поголема брзина како опција)
3. Поддржете различен софтвер Nesting кој може да креира програма за сечење според DIN стандардот.
4. Едноставна и лесна инсталација
Опрема и алатки
За различни цели на обработка на корисникот, има многу опционални опрема и алатки кои можат да се интегрираат во CNCМашини за сечење со плазма и кислородно горивода се реализира специјалното сечење за да се зголеми производната ефикасност на клиентите.
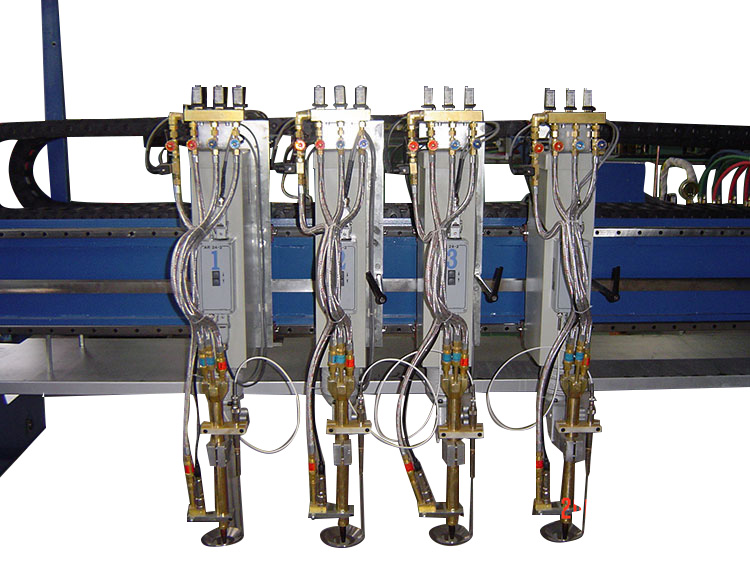
1.0 Мулти-факели
Клиентите можат да ги изберат броевите на CNC факелите што им се потребни.
Факелот со ЦПУ со кислород е со уред за автоматско палење и капацитивен сензор за висина како опции
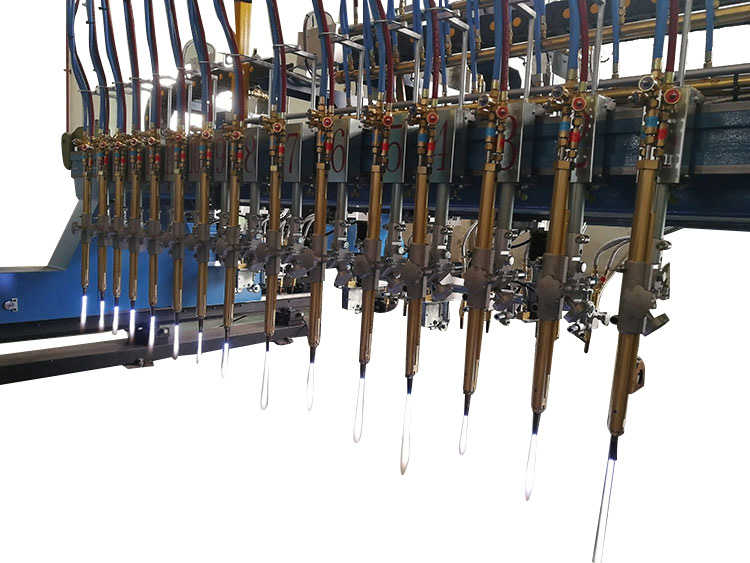
2.0 Сечење на ленти
Единицата за сечење ленти е специјален дизајн за челични градежни компании, бродоградилишта кои имаат многу ленти за сечење. Најчесто лентите се користат во бизнисот со челични конструкции како мрежа и прирабници за производство на заварениот H сноп или во бродоградилиштата како мрежа и прирабниците за производство на Т греди за зацврстувачите на садот. Факлите за сечење ленти може да се инсталираат на задната страна на CNCМашини за сечење со плазма и кислородно гориво.
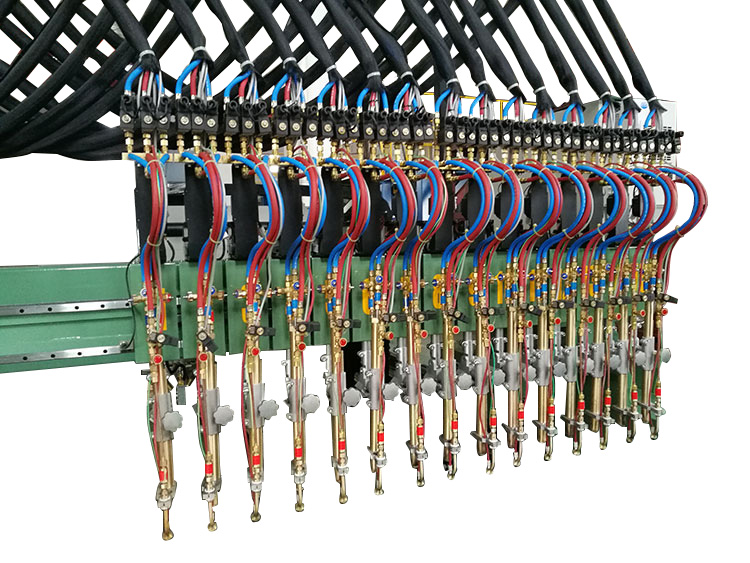
3 Сечење ленти со автоматско паркирање
На секоја лента факел е инсталиран серво мотор. Со внесување на положбата и растојанието помеѓу факелот за ленти, тогаш секоја лента за факел може да се премести до положбата потребна во автоматскиот режим, без рачно прилагодување од страна на работникот.
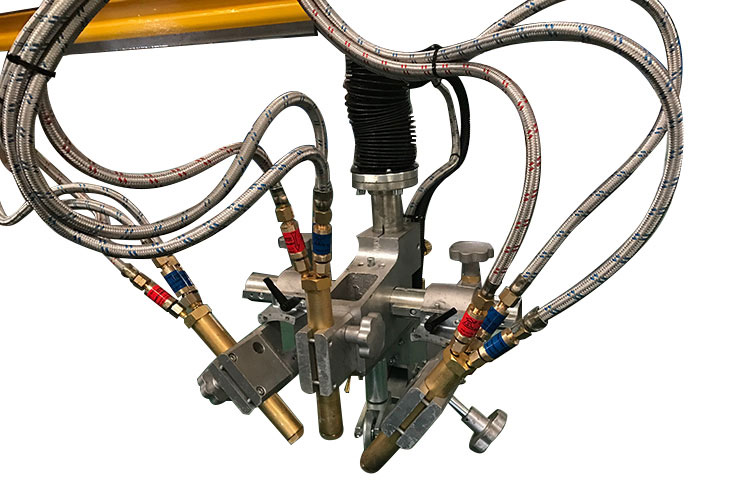
4. Трокреветна факелска глава за исправена косена главаâОблиц со пламен 1D
Во производството на челик има многу работи за заварување. За добро квалитетно заварување со целосна пенетрација, можеби ќе треба да се направи подготовка за коси за заварување. За оваа апликација, воведуваме коси сечење со тројна факелска глава, која е косина глава со 3 парчиња оксилен факел за сечење. 3-те факели горат во исто време за да се исечат на челичната плоча за да се добие дел со откос во V, Y или K што можеби ќе треба при едно поминување сечење. Што е процес со многу висока ефикасност за коси сечење.

5. Плазма глава за ротирачки откос - 3D откос на плазма
Ова е бесконечна ротирачка косена глава за сечење на деловите со заоблена линија со заоблен раб за заварување
Бидејќи плазма 3D косната глава за коси сечење е потешка во споредба со другите глави на факелот, но за сечењето плазма потребна е висока цврстина и големо забрзување. Поради оваа причина, нашата компанија употреби воздухопловни алуминиумски материјали со висока јачина за да ја направи оваа плазма 3D косена глава и користејќи ја технологијата на заварување со триење со мешање за заварување на плазма 3D закосената глава со што се намалува тежината на вагонот. Конечно, ја постигнуваме малата тежина, високата цврстина и забрзувањето со голема брзина на плазма 3D закосената глава за да го зголемиме квалитетот на сечењето на плазмата. Телото за подигнување ја прифаќа формата на линеарна водечка шина + топчест шраф за да се реализира високопрецизно кревање и движење на факелот за сечење

6. Пламен тројна глава за ротирачка косина - 3D откос на пламен
Ова е ротациона глава со троен гасен факел за сечење на делови со закосени рабови со заоблена линија.
Неговата структура е да фиксира 3 факели на една станица. Првиот факел се користи за сечење на под откос. Втор факел за вертикално сечење, Трет за сечење на горниот откос. Со ова сечење тогаш може да се постигне закосување со одредена точност. Видовите на косите се: V, X, Y, K. Аголот на откос е 23-45º. Бидејќи аголот на откос е во однос на дебелината на плочата, затоа е ограничен на дебелината на откос. Максималната дебелина на откос е 75 mm. Ве молиме погледнете ја табелата за дебелината на сечењето и аголот на трокреветниот факел на пламенот со права линија на откос. На горниот вагон инсталираме Единица за ротација за да го ротира склопот на тројниот факел со серво мотор и менувач за да добиеме прецизни, сигурни, ротациони движења. Главата се ротира до 400 степени во двете насоки од нулта позиција

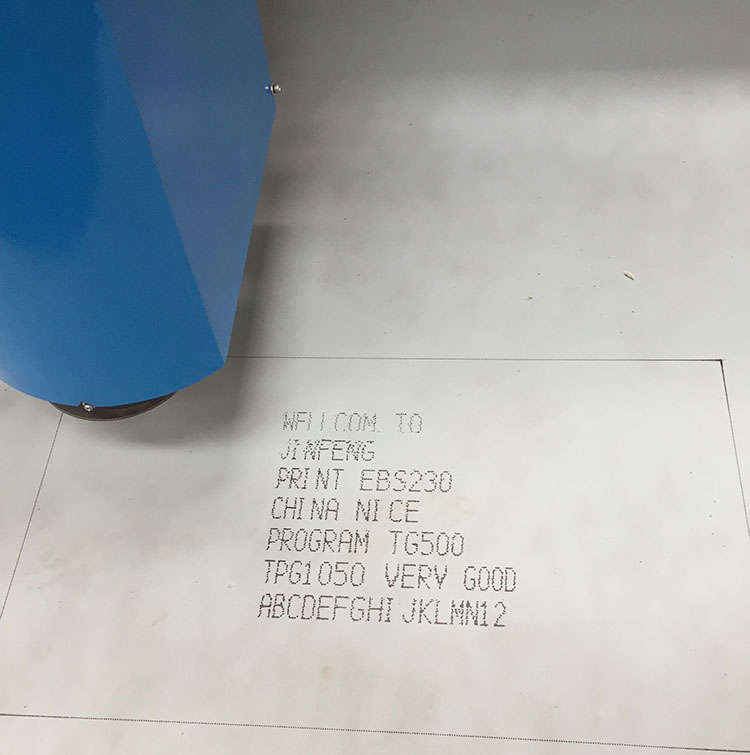
7. ИнкЏет маркер
Уредите за означување инкџет се познати марки од Германија.
Пред сечење на челична плоча, името на делот, положбата на делот во челичната конструкција и последователниот процес на обработка на секоја страна од делот, како што се барањата за заварување, прскање на делот за сечење. Од една страна, погодно е за идентификација и складирање и управување со транспортот на делови, од друга страна, погодно е за обработка и склопување и заварување на делови во последователниот процес
JINFENG користи увезен германски инк-џет печатач. По завршувањето на инк-џетот, цевката за повратен проток автоматски се движи кон млазницата за да формира запечатена јамка и да спречи сушење на мастилото. Може ефикасно да го реши проблемот што обичното мастило за млазницата лесно се суши и ја блокира млазницата. Висококвалитетниот инк-џет на челична површина усвојува електромагнетниот вентил со високо доверлива патентирана технологија, која значително ја подобрува затегнатоста и чувствителноста, го прави фонтот пофлексибилен. Перформансите на германската машина за инкџет се сигурни, издржливи, можат да ги задоволат сите видови индустриски потреби за инк-џет, можат да работат во сурова средина, како што се прашина, влажна средина, производната линија за вибрации, исто така, може да биде нормална работа. Во случај на неопходно одржување, модуларизацијата на опремата ви овозможува лесно да ги замените неуспешните делови, значително намалувајќи го времето за третман на дефекти и намалувајќи ги трошоците.
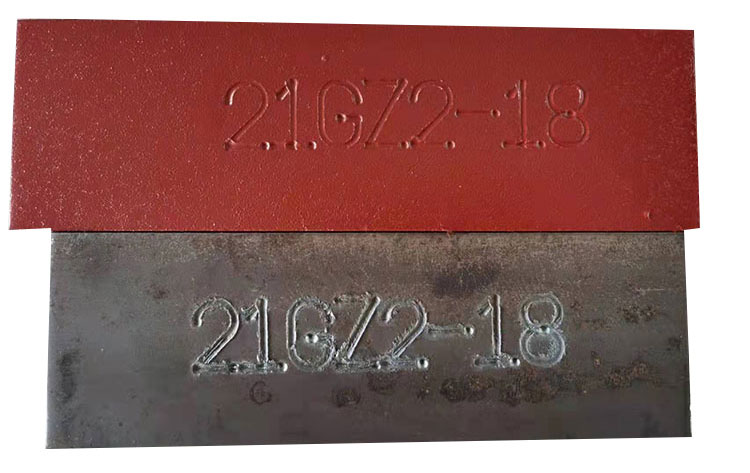
8. Обележувач на точки
Според барањето на Корисникот да ги удираат буквите и бројките како број на дел од секој исечен дел, а овие удирање на исечениот дел е трајно долго време.
Означувањето со удирање е многу важна функција во технологијата на сечење.
Кога корисникот прави CAD цртеж на исечениот дел, тој треба да ги внесе информациите за означување на удирање. Потоа софтверот за вгнездување автоматски ќе ги конвертира податоците за обележување во програмите за сечење.
|
Бренд |
Бренд од Г7 |
|
Висина на карактерот |
10 мм |
|
Максимална количина линија |
5 линии |
|
Максимален број на знаци секоја линија |
20 |
|
Максимална површина за обележување на секој дел |
100х80мм |
|
Ротација |
Без ротација |
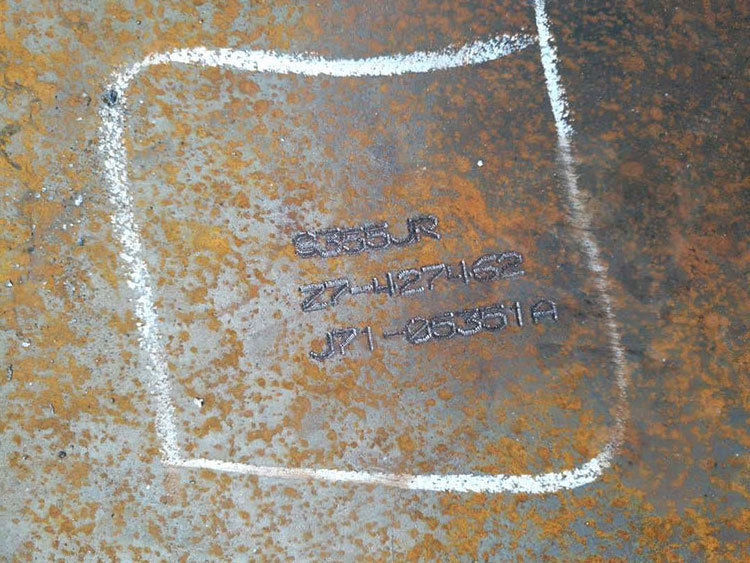
9. Плазма означување
Откако ќе го конфигурирате софтверскиот дел, плазма факелот за сечење може да ја реализира функцијата за запишување на плазма на плочите.
|
1 |
Ширина на линијата |
2-3 мм |
|
2 |
Длабочина на линијата |
0,05-0,2мм |
|
3 |
Брзина на означување |
1000-2000 mm/min |
|
4 |
Должина на обележување |
Максимум 12000 мм |
|
5 |
Ширина на обележување |
Ширина на мрежата â дијаметар на факелот |
|
6 |
Мали струи се испуштаат со површината на челикот за да формираат гребнатини на површината на челикот |
|
Жешки тагови: Машини за сечење пламза и кислород, Кина, производители, добавувачи, на големо, фабрички, приспособени, произведени во Кина, цена, квалитет, ECA
Поврзана категорија
Испрати барање
Ве молиме слободно дајте го вашето барање во формата подолу. Ќе ви одговориме за 24 часа.
Поврзани производи





X
Ние користиме колачиња за да ви понудиме подобро искуство во прелистувањето, да го анализираме сообраќајот на страницата и да ја персонализираме содржината. Со користење на оваа страница, вие се согласувате со нашата употреба на колачиња.
Политика за приватност