 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Дома
>
Производи > Линии за заварување со греди
> Линии за заварување со H-зрак
>
H линии за заварување со зрак
Производи










H линии за заварување со зрак
VHA H линиите за заварување со зрак се производствени линии H со високи перформанси во комбинација со различна опрема и алат што се произведени од JINFENG WELDCUT кој е професионален кинески производител и снабдувач на линии за заварување со H зрак со прифатлива цена. Линиите за заварување со H обезбедуваат поголема безбедност и висока ефикасност за производството на зраците H или Т.
Испрати барање
Преземи PDF
Опис на производот
H линии за заварување со зрак
VHAH линии за заварување со зраксе производствени линии на зраци H со високи перформанси во комбинација со различна опрема и алат што се произведени од JINFENG WELDCUT кој е професионален кинески производител и снабдувач наH линии за заварување со зраксо пристапна цена. НаH линии за заварување со зракобезбедуваат поголема безбедност и висока ефикасност за производството на зраците H или T-зраците.
JINFENG WELDCUT ќе обезбеди гаранција од 2 години заH линии за заварување со зрак. Главните електрични елементи на производството на зраците H се избрани од светски познатиот бренд што ќе им овозможи на корисниците поудобно да ги најдат деловите на локално ниво без да се оддалечат од Кина. VHFH линии за заварување со зраксе најнапредните и највисоки автоматизирани производни линии за зголемување на продуктивноста за крајните корисници од различни индустрии.
Спецификации
|
Модел |
VHF1500 |
VHF2000 |
VHF3200 |
|
Висина на мрежата на зрак H |
200-1500 мм |
200-2000 мм |
450-3200мм |
|
Дебелина на веб |
6-32 мм |
6-40 мм |
6-60 мм |
|
Ширина на прирабницата на зракот H |
200-800 мм |
200-800 мм |
200-1200 мм |
|
Дебелина на прирабница |
6-40 мм |
8-60 мм |
8-80 мм |
|
Должина на зрак H |
4000-15000 мм |
6000-18000мм |
|
|
Видови заварување |
Заварување со лепење со CO2/MAG |
||
|
Целосно заварување со SAW (заварување под лак) |
|||
|
H поставена положба на зракот |
вертикално |
||
|
Машина за склопување на зрак H |
1 комплет |
||
|
Конзолна машина за заварување под лак |
4 комплети |
||
|
Прирабница на зрак H Машина за исправување |
1 комплет |
1 комплет, хидрауличен тип |
|
|
Маси со ролери |
~ 90 метри |
~101 метри + ~ 10 метри |
|
|
Превртување на превртување на гредата за 180° |
3 сета (6 единици) |
3 сета (6 единици) |
|
|
Челична количка |
2 сета (4 единици) |
2 сета (4 единици) |
|
|
Поддршка за собирање податоци за МЕД |
|||
Функција и апликација
1.ВХАH линии за заварување со зраксе производствени линии со висока автоматизација за производство на заварениот зрак I и H зрак со помали работници и помали кранови.
2. Линијата може да биде целосно интегрирана со системот MES и да ја заврши комуникацијата во реално време помеѓу горниот компјутер и контролниот систем, да го заврши собирањето податоци на опремата, да ги постави сите собрани податоци во фабричкиот систем MES (или горниот централизиран систем за контрола) и да обезбеди навременост и ефективност на преносот на информации.
3. Дизајнот и заштитата мора да ги исполнуваат барањата на релевантните национални стандарди и заштита на животната средина; Безбедносните и заштитните уреди на опремата мора да ги исполнуваат релевантните индустриски стандарди;.
4. ОваH линии за заварување со зраксе широко користени во бродоградба, бродоградилиште и челични конструкции и челични конструкции, офшор, копно, за заварување Т-зрак за бродоградилишта и бродоградба, H-зрак за челични конструкции и челични конструкции или мостови итн.
5. Флексибилниот дизајн на опремата за заварување овозможува да се поддржат сите марки на извори на енергија за заварување.
6. CE, ECA сертификат се достапни.
7. Оваа линија обезбедува производство од лесен зрак до многу тежок зрак со голема дебелина без менување на какви било алатки или опрема.
8. Од склопување до исправување на целата обработка, нема потреба од дигалки, што значително го намалува ризикот од користење кранови.


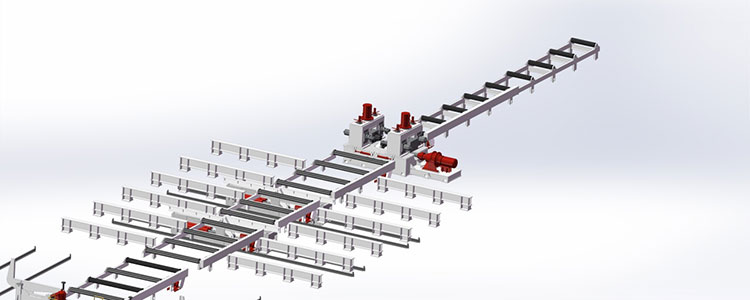
Поглед на структурата

Список на модули за опрема што се користат воH линии за заварување со зрак
1-Површина за склопување, вклучува:
Машини за склопување со еден вертикален сноп H - за CO2/MAG точкаст заварување на склопна мрежа и прирабници во форма на I.
Еден сет на флипер за зрак за превртување на зракот H од положбата âIâ во положбата âHâ за безбедно транспортирање на масата со валјак на линијата.


2-Површина за заварување
Во областа за заварување број 1, вклучува:
Две комплети машини за заварување со конзолен сноп H од типот. Секоја машина за заварување опремена со 1 глава за заварување со подводен лак (подржува технологија за заварување со единечен лак или заварување со тандем лак).
Две групи на навалувачи на зраците за да го направат зракот H да седи на 45 степени за да се обезбеди добра положба на заварување.
Еден комплет челична количка (се состои од 2 единици челични колички) за доведување на гредата до втората конзолна машина за заварување SAW по завршувањето на заварувањето на првиот заварувачки спој.


Помеѓу областа за заварување бр. 1 и делот бр. 2, има еден сет на превртувач на гредата за превртување на гредата што е заварена со 2 заварувачки шевови во 180 степени за да на другите 2 заварувачки шевови им треба заварување за да се свртат кон врвот.


Во областа за заварување #2, го вклучува истото како и областа за заварување #1.


3-Површина за исправување, вклучува:
Еден сет на флапер за зрак за превртување на зракот H од положбата âHâ во положбата âIâ за исправање на прирабницата на гредата со машината за исправање следната.
Машини за исправање на прирабници со еден сноп H - за исправување на прирабниците на зракот H. Еден H зрак има 2 прирабници. И на двете прирабници им треба исправување. Но, машината еднаш може да се исправи на една прирабница. Така, откако ќе се заврши исправувањето на 1 прирабница, тогаш превртувачот на зракот ќе го преврти зракот на 180 степени за да ја направи прирабницата на која треба да се исправи на долната страна.


Како да се произведе заварен зрак H/I од челична плоча?
Следува дијаграм на проток на производство за производство од плочи до сноп H и финална проверка.
Табела за тек на производството

Жешки тагови: H линии за заварување со зрак, Кина, производители, добавувачи, трговија на големо, фабрика, приспособено, произведено во Кина, цена, квалитет, ECA
Поврзана категорија
Испрати барање
Ве молиме слободно дајте го вашето барање во формата подолу. Ќе ви одговориме за 24 часа.








X
Ние користиме колачиња за да ви понудиме подобро искуство во прелистувањето, да го анализираме сообраќајот на страницата и да ја персонализираме содржината. Со користење на оваа страница, вие се согласувате со нашата употреба на колачиња.
Политика за приватност